Le filettature, le intricate spirali che si trovano su bulloni, viti e all'interno di dadi, sono molto più complesse di quanto sembri. Variano nel design, nelle dimensioni e nella funzione, modellando il modo in cui i componenti si incastrano in qualsiasi cosa, dai macchinari più semplici ai sistemi ingegneristici avanzati. In questa guida approfondiamo le basi della progettazione del filo, esplorando gli aspetti fondamentali che differenziano un filo da un altro. Dal genere dei fili alla loro maneggevolezza, e dal passo al diametro, scopriamo gli elementi critici che rendono i fili una meraviglia dell'ingegneria essenziale ma spesso trascurata.
Controlla i dettagli come segue mentre sveliamo l'intricato mondo dei thread, fornendoti una comprensione fondamentale essenziale sia per il principiante curioso che per il professionista esperto.
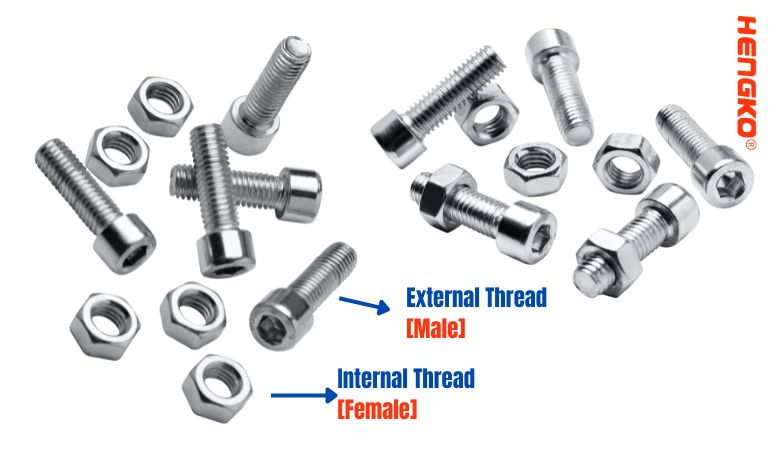
Alcuni termini importanti di Thread
L’uso di termini legati al genere può perpetuare stereotipi dannosi e contribuire a una cultura di esclusione. Utilizzando termini più neutri come thread "esterni" e "interni", possiamo essere più inclusivi ed evitare pregiudizi involontari.
* Precisione:L'analogia si interrompe ulteriormente quando si considerano forme e applicazioni di thread non binari.
È importante essere accurati e inclusivi anche nel linguaggio tecnico.
* Alternative:Esistono già termini tecnici chiari e consolidati per le caratteristiche del filo:
* Discussioni esterne:Filettature all'esterno di un componente.
* Discussioni interne:Filettature all'interno di un componente.
* Diametro maggiore:Il diametro maggiore del filo.
* Diametro minore:Il diametro più piccolo del filo.
* Pece:La distanza tra due punti corrispondenti su filetti adiacenti.
L'utilizzo di questi termini fornisce informazioni accurate e inequivocabili senza fare affidamento su analogie potenzialmente dannose.
Le filettature vengono utilizzate nei gruppi di filtri
I filtri sinterizzati sono ampiamente utilizzati in vari settori per scopi di filtrazione. Sono realizzati legando insieme polveri metalliche attraverso un processo di trattamento termico chiamato sinterizzazione. Ciò crea una struttura forte e porosa che può filtrare efficacemente le particelle da fluidi o gas.
Le filettature vengono comunemente utilizzate negli assiemi di filtri per collegare insieme diversi componenti. Ecco alcuni esempi specifici di come vengono utilizzate le filettature nei gruppi di filtri sinterizzati:
* Tappi terminali della cartuccia filtrante:
Molte cartucce filtranti sinterizzate sono dotate di tappi terminali filettati che consentono loro di essere avvitate negli alloggiamenti dei filtri.
Ciò crea una tenuta sicura e impedisce perdite.
* Collegamenti custodia filtro:
Gli alloggiamenti dei filtri hanno spesso porte filettate che consentono loro di essere collegati a tubazioni o altre apparecchiature.
Ciò consente una facile installazione e rimozione del gruppo filtro.
* Prefiltri:
Alcuni gruppi di filtri utilizzano prefiltri per rimuovere le particelle più grandi prima che raggiungano il filtro sinterizzato.
Questi prefiltri possono essere avvitati in posizione utilizzando filettature.
Prefiltri in gruppi filtranti sinterizzati
* Porte di drenaggio:
Alcuni alloggiamenti dei filtri sono dotati di porte di drenaggio filettate che consentono la rimozione dei fluidi o dei gas raccolti.
Il tipo specifico di filettatura utilizzata in un gruppo filtro dipenderà dall'applicazione e dalla dimensione del filtro. I tipi di filettatura comuni includono NPT, BSP e Metrico.
Oltre agli esempi sopra riportati, le filettature possono essere utilizzate anche per altri scopi nei gruppi di filtri sinterizzati, come ad esempio:
* Collegamento di sensori o indicatori
* Staffe di montaggio
* Protezione dei componenti interni
Nel complesso, le filettature svolgono un ruolo importante nel garantire il corretto funzionamento e le prestazioni dei gruppi di filtri sinterizzati.
In definitiva, la scelta della terminologia dipende da te.
Tuttavia, ti incoraggio a considerare il potenziale impatto dell’uso di un linguaggio di genere e i vantaggi dell’utilizzo di alternative più neutre e inclusive.
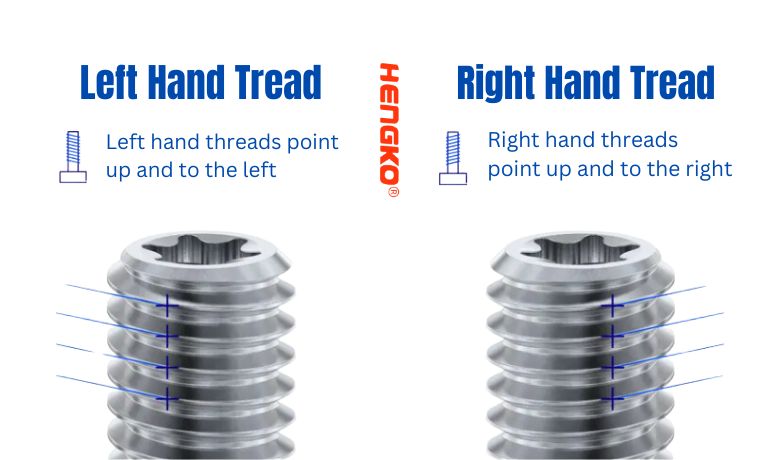
Manualità dei thread
Perché le discussioni destrorse sono più comuni?
* Non esiste una ragione storica definitiva, ma alcune teorie suggeriscono che potrebbe essere dovuto alla predisposizione naturale della maggior parte delle persone ad essere destrimane, rendendo più facile stringere e allentare i fili della mano destra con la mano dominante.
* Le filettature destrorse tendono anche ad autoserrarsi se sottoposte a forze di rotazione nella stessa direzione del serraggio (ad esempio, un bullone su una ruota che gira).
Applicazioni delle filettature mancine:
Come hai accennato, le filettature mancine vengono spesso utilizzate in situazioni in cui l'allentamento dovuto a vibrazioni o forze di rotazione è un problema,
come ad esempio: Sono utilizzati anche in strumenti e attrezzature specifici in cui è necessaria una direzione di rotazione diversa per la funzionalità.
* Bombole di gas: per evitare aperture accidentali dovute alla pressione esterna.
* Biciclette a pedali: Sul lato sinistro per evitare che si allentino a causa della rotazione in avanti della ruota.
* Adattamenti con interferenza: per creare un adattamento più stretto e sicuro che resista allo smontaggio.
Identificare la manualità del thread:
* A volte la direzione della filettatura è contrassegnata direttamente sull'elemento di fissaggio (ad es. "LH" per mancino).
* Osservando lateralmente l'angolo dei fili è possibile rivelarne anche la direzione:
1. Le filettature destre sono inclinate verso l'alto verso destra (come una vite che va in salita).
2. Le filettature sinistrorse inclinano verso l'alto verso sinistra.
Importanza della manualità nei filtri sinterizzati e usi comuni.
La manualità, riferita alla direzione di rotazione della filettatura (in senso orario o antiorario), è infatti cruciale nelle applicazioni di filtri sinterizzati per diversi motivi:
Sigillatura e prevenzione delle perdite:
* Serraggio e allentamento: una mano corretta garantisce che i componenti si stringano saldamente quando girati nella direzione prevista e si allentino facilmente quando necessario. Filettature non corrispondenti possono portare a un serraggio eccessivo, al danneggiamento del filtro o dell'alloggiamento, o a un serraggio incompleto, causando perdite.
* Impastamenti e grippaggi: una direzione errata della filettatura può creare attriti e grippaggi, rendendo difficile o impossibile separare i componenti. Ciò può essere particolarmente problematico durante la manutenzione o la sostituzione del filtro.
Standardizzazione e compatibilità:
- Intercambiabilità: la filettatura standardizzata consente una facile sostituzione degli elementi filtranti o degli alloggiamenti con parti compatibili, indipendentemente dal produttore. Ciò semplifica la manutenzione e riduce i costi.
- Normative di settore: molte industrie hanno normative specifiche riguardanti la manovità della filettatura nei sistemi di gestione dei fluidi per motivi di sicurezza e prestazioni. L'utilizzo di filettature non conformi può violare le normative e comportare rischi per la sicurezza.
Usi comuni e manualità:
- Cappucci terminali della cartuccia del filtro: in genere utilizzare filettature destrorse (in senso orario per serrare) per un fissaggio sicuro agli alloggiamenti dei filtri.
- Collegamenti dell'alloggiamento del filtro: generalmente seguono gli standard del settore, che spesso specificano filettature destre per i collegamenti dei tubi.
- Prefiltri: possono utilizzare filettature destre o sinistre a seconda del design specifico e della direzione prevista del flusso del fluido.
- Porte di drenaggio: solitamente hanno filettature destrorse per una facile apertura e chiusura per drenare i fluidi.
Spero che queste informazioni possano aiutarti a comprendere i dettagli della manualità del thread!
Progettazione del filo
Sia le filettature parallele che quelle coniche svolgono un ruolo cruciale in varie applicazioni, ciascuna con i propri vantaggi e usi distinti. Per aggiungere ulteriore profondità alla tua spiegazione, ecco alcuni punti che potresti prendere in considerazione:
1. Meccanismi di tenuta:
* Fili paralleli:
Generalmente fanno affidamento su guarnizioni esterne come guarnizioni o O-ring per connessioni a prova di perdite.
Ciò consente ripetuti montaggi e smontaggi senza danneggiare le filettature.
* Filettature coniche:
Creano una connessione stretta e autosigillante grazie all'azione di incuneamento mentre vengono avvitati.
Ciò li rende ideali per applicazioni ad alta pressione come tubi e raccordi.
Tuttavia, un serraggio eccessivo può danneggiare le filettature o renderne difficile la rimozione.
2. Standard comuni:
* Fili paralleli:
Questi includono standard come Unified Thread Standard (UTS) e filettature metriche ISO.
Sono comuni in applicazioni generiche come bulloni, viti e dadi.
* Filettature coniche:
Filettatura per tubi nazionale (NPT) e filettatura per tubi standard britannico (BSPT)
sono ampiamente utilizzati nei sistemi idraulici e di potenza fluida.
Applicazioni:
* Filettature parallele: utilizzate nell'assemblaggio di mobili, nell'elettronica, nei macchinari e in varie altre applicazioni in cui sono richiesti frequenti disassemblaggi e guarnizioni pulite.
* Filettature coniche: ideali per impianti idraulici, idraulici, sistemi pneumatici e qualsiasi applicazione che richieda una connessione a tenuta stagna sotto pressione o vibrazioni.
Note aggiuntive:
* Alcuni standard di filettatura come BSPP (British Standard Pipe Parallel) combinano la forma parallela con un anello di tenuta per connessioni a tenuta stagna.
* Anche il passo della filettatura (distanza tra le filettature) e la profondità della filettatura svolgono un ruolo importante nella resistenza e nella funzionalità della filettatura.
Rilevanza di ciascun tipo di disegno della filettatura nei filtri in metallo sinterizzato.
Sebbene il design della filettatura in sé non sia inerente al tipo di filtro, svolge un ruolo cruciale nella funzionalità e nelle prestazioni dei gruppi di filtri in metallo sinterizzato. Ecco come i diversi design delle filettature influiscono sui filtri in metallo sinterizzato:
Disegni di thread comuni:
* NPT (National Pipe Thread): ampiamente utilizzato in Nord America per applicazioni di tubazioni generali. Offre una buona tenuta ed è facilmente disponibile.
*BSP (British Standard Pipe): Comune in Europa e Asia, simile all'NPT ma con lievi differenze dimensionali. Fondamentale soddisfare gli standard per una vestibilità adeguata.
* Filettature metriche: standardizzate a livello globale, che offrono opzioni di passo della filettatura più ampie per esigenze specifiche.
* Altre filettature specializzate: a seconda dell'applicazione, potrebbero essere utilizzati design di filettature speciali come SAE (Society of Automotive Engineers) o JIS (Japanese Industrial Standards).
Rilevanza del design del filo:
* Sigillatura e prevenzione delle perdite: il corretto design della filettatura garantisce connessioni strette, prevenendo perdite e mantenendo l'integrità del filtro. Filettature non corrispondenti possono causare perdite, compromettere le prestazioni e potenzialmente portare a rischi per la sicurezza.
* Montaggio e smontaggio: diversi design della filettatura offrono una diversa facilità di montaggio e smontaggio. Fattori come il passo della filettatura e i requisiti di lubrificazione devono essere presi in considerazione per una manutenzione efficiente.
* Standardizzazione e compatibilità: filettature standardizzate come NPT o metriche garantiscono la compatibilità con alloggiamenti di filtri e sistemi di tubazioni standard. L'utilizzo di thread non standard può creare problemi di compatibilità e complicare le sostituzioni.
* Resistenza e gestione della pressione: il design della filettatura influenza la resistenza e la capacità di gestire la pressione nel gruppo filtro. Le applicazioni ad alta pressione potrebbero richiedere tipi di filettatura specifici con un impegno più profondo per una migliore distribuzione del carico.
Scegliere il design del filo giusto:
* Requisiti applicativi: considerare fattori quali pressione operativa, temperatura, compatibilità dei fluidi e frequenza di montaggio/smontaggio desiderata.
* Standard di settore: rispetta gli standard e le normative di settore pertinenti per la tua regione o applicazione specifica.
* Compatibilità: garantire la perfetta compatibilità con alloggiamenti dei filtri, sistemi di tubazioni e potenziali parti di ricambio.
* Facilità d'uso: bilancia la necessità di una tenuta sicura con la facilità di manutenzione e potenziali sostituzioni future.
Ricorda, sebbene il design della filettatura non sia direttamente collegato al tipo di filtro in metallo sinterizzato, è un fattore critico per le prestazioni complessive e l'integrità del gruppo filtro. Scegli il design della filettatura giusto in base alle tue esigenze applicative specifiche e valuta la possibilità di consultare un esperto di filtrazione per ricevere assistenza.
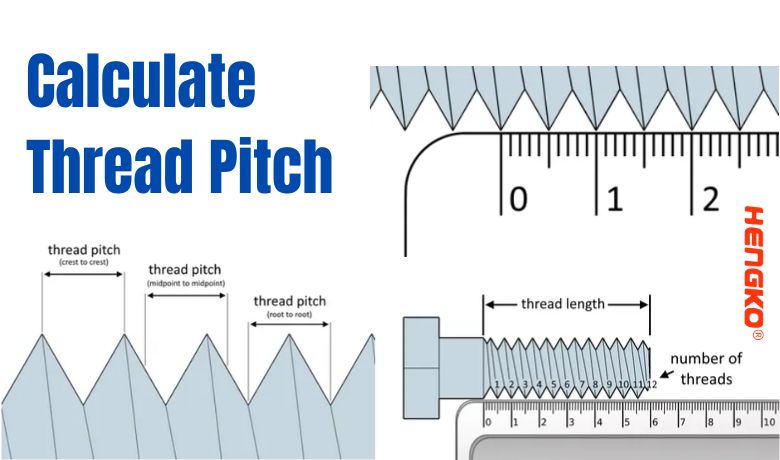
Passo e TPI
* Passo: misurato in millimetri, è la distanza da una cresta del filo a quella successiva.
* TPI (Fili per pollice): Utilizzato per fili di dimensioni in pollici, indica il numero di fili per pollice di lunghezza.
Relazione tra Pitch e TPI:
* Essenzialmente misurano la stessa cosa (densità del filo) ma in unità e sistemi di misurazione diversi.
1. TPI è il reciproco del passo: TPI = 1 / Passo (mm)
2. La conversione tra di loro è semplice:Per convertire TPI in passo: Passo (mm) = 1 / TPI
Per convertire il passo in TPI: TPI = 1 / Passo (mm)
Differenze chiave:
* Unità di misura: il passo utilizza i millimetri (sistema metrico), mentre il TPI utilizza filetti per pollice (sistema imperiale).
* Applicazione: il passo viene utilizzato per i dispositivi di fissaggio metrici, mentre il TPI viene utilizzato per i dispositivi di fissaggio in pollici.
Comprendere la densità del filo:
* Sia il passo che il TPI indicano quanto sono fitte le filettature su un elemento di fissaggio.
* Un passo inferiore o un TPI superiore significa più filettature per unità di lunghezza, risultando in una filettatura più fine.
* Le filettature più fini generalmente offrono:
1. Maggiore resistenza all'allentamento dovuto a vibrazioni o coppia.
2. Capacità di tenuta migliorata se utilizzato con raccordi appropriati.
3. Meno danni alle filettature di accoppiamento durante il montaggio e lo smontaggio
Tuttavia, i fili più fini possono anche:
* Essere più suscettibili al cross-threading o allo stripping se non allineati correttamente.
* Richiede più forza per serrare e allentare.
Scegliere la giusta densità del filo:
* L'applicazione specifica e i suoi requisiti determinano il passo o TPI ottimale.
* È necessario considerare fattori quali robustezza, resistenza alle vibrazioni, esigenze di tenuta e facilità di montaggio/smontaggio.
* Consultare gli standard e le linee guida tecnici appropriati è fondamentale per selezionare la giusta densità del filo per le proprie esigenze specifiche.
Diametro
Le filettature hanno tre diametri chiave:
* Diametro maggiore: il diametro maggiore del filo, misurato alle creste.
* Diametro minore: il diametro più piccolo, misurato alle radici.
* Diametro primitivo: un diametro teorico compreso tra il diametro maggiore e quello minore.
Comprendere ciascun diametro:
* Diametro maggiore: questa è la dimensione critica per garantire la compatibilità tra le filettature accoppiate (ad esempio, un bullone e un dado). Bulloni e dadi con lo stesso diametro maggiore si adatteranno insieme, indipendentemente dal passo o dalla forma della filettatura (parallela o conica).
* Diametro minore: influisce sulla forza dell'impegno del filo. Un diametro minore maggiore indica più materiale e una resistenza potenzialmente maggiore.
* Diametro primitivo: si tratta di un diametro immaginario in cui il profilo della filettatura presenta quantità uguali di materiale sopra e sotto. Svolge un ruolo cruciale nel calcolo della resistenza del filo e di altre proprietà ingegneristiche.
Relazioni tra i diametri:
* I diametri sono correlati al profilo e al passo della filettatura. Diversi standard di filettatura (ad esempio, metrico ISO, Unified National Coarse) hanno relazioni specifiche tra questi diametri.
* Il diametro primitivo può essere calcolato utilizzando formule basate sui diametri maggiori e minori oppure reperibile nelle tabelle di riferimento per standard di filettatura specifici.
Importanza di comprendere i diametri:
* Conoscere il diametro maggiore è essenziale per selezionare gli elementi di fissaggio compatibili.
*Il diametro minore influisce sulla resistenza e potrebbe essere rilevante per applicazioni specifiche con carichi elevati.
* Il diametro primitivo è fondamentale per i calcoli ingegneristici e per comprendere le proprietà della filettatura.
Note aggiuntive:
* Alcuni standard di filettatura definiscono diametri aggiuntivi come il "diametro della radice" per scopi specifici.
* Le specifiche di tolleranza della filettatura determinano le variazioni consentite in ciascun diametro per un corretto funzionamento.
Spero che queste informazioni chiariscano ulteriormente i ruoli e l'importanza dei diversi diametri del filo! Sentiti libero di chiedere se hai ulteriori domande.
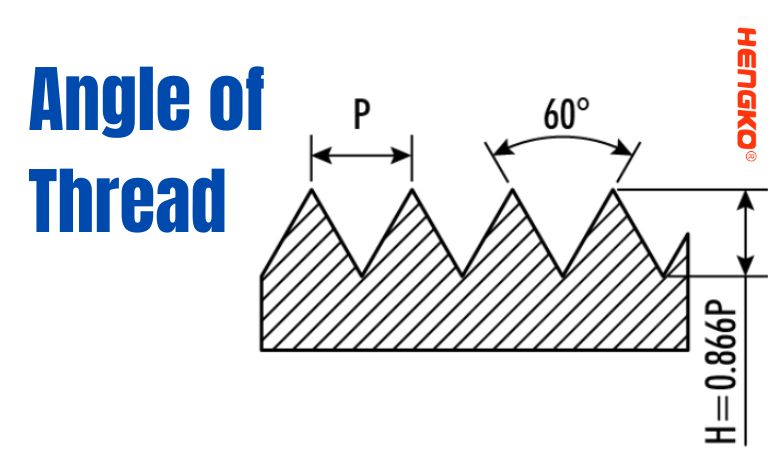
Angolo
* Angolo del fianco: l'angolo tra il fianco della filettatura e la linea perpendicolare all'asse.
* Angolo conico: specifico per le filettature coniche, è l'angolo tra il cono e l'asse centrale.
Angolo del fianco:
* In genere, gli angoli dei fianchi sono simmetrici (ovvero entrambi i fianchi hanno lo stesso angolo) e costanti lungo tutto il profilo della filettatura.
* L'angolo del fianco più comune è 60°, utilizzato in standard come Unified Thread Standard (UTS) e filettature metriche ISO.
* Altri angoli standard del fianco includono 55° (filettature Whitworth) e 47,5° (filettature British Association).
*L'angolo del fianco influisce su:**1. Resistenza: angoli più ampi generalmente offrono una migliore resistenza alla torsione ma sono meno tolleranti al disallineamento.
2. Attrito: angoli più piccoli creano meno attrito ma potrebbero compromettere la capacità autobloccante.
3. Formazione di truciolo: l'angolo del fianco influenza la facilità con cui gli utensili da taglio possono creare filettature.
Angolo conico:
* Questo angolo definisce la velocità di variazione del diametro lungo la filettatura conica.
* Gli angoli di conicità comuni includono 1:16 (filettatura nazionale per tubi - NPT) e 1:19 (filettatura per tubi British Standard - BSPT).
* L'angolo conico garantisce una connessione salda e autosigillante poiché le filettature si comprimono l'una contro l'altra durante il serraggio.
* È fondamentale che le filettature coniche abbiano l'angolo di accoppiamento corretto per una tenuta a prova di perdite.
Relazione tra gli angoli:
* Nelle filettature non coniche, l'angolo del fianco è l'unico angolo rilevante.
* Per le filettature coniche, sia gli angoli del fianco che quelli della conicità svolgono un ruolo importante:
1. L'angolo del fianco determina il profilo base della filettatura e le proprietà ad esso associate.
2. L'angolo di conicità definisce la velocità di variazione del diametro e influenza le caratteristiche di tenuta.
Cresta e radice
* Cresta: la parte più esterna del filo.
* Radice: la parte più interna, che forma la base dello spazio del filo.
Sopra è appena definita la cresta e la radice di un filo.
Anche se la loro posizione all'interno del filo sembra semplice, svolgono un ruolo cruciale in vari aspetti della funzione e del design del filo.
Ecco alcuni dettagli aggiuntivi che potresti trovare interessanti:
Cresta:
*Questo è il bordo più esterno della filettatura, che forma il punto di contatto con la filettatura accoppiata.
*La forza e l'integrità della cresta sono fondamentali per sopportare il carico applicato e resistere all'usura.
*Danni alla filettatura, sbavature o imperfezioni sulla cresta possono compromettere la resistenza e la funzionalità della connessione.
Radice:
*Situato nella parte inferiore della filettatura, forma la base dello spazio tra fili adiacenti.
*La profondità e la forma della radice sono importanti per fattori quali:
1. Resistenza: una radice più profonda fornisce più materiale per il carico e una maggiore resistenza.
2. Spazio libero: è necessario uno spazio adeguato per la radice per accogliere detriti, lubrificanti o variazioni di produzione.
3. Sigillatura: in alcuni modelli di filettatura, il profilo della radice contribuisce all'integrità della tenuta.
Relazione tra cresta e radice:
*La distanza tra la cresta e la radice definisce la profondità del filo, che influisce direttamente sulla resistenza e su altre proprietà.
*La forma e le dimensioni specifiche sia della cresta che della radice dipendono dallo standard della filettatura (ad esempio, metrico ISO, Unified Coarse) e dall'applicazione prevista.
Considerazioni e applicazioni:
*Gli standard e le specifiche delle filettature spesso definiscono le tolleranze per le dimensioni della cresta e della radice per garantire la corretta funzionalità e intercambiabilità.
*In applicazioni con carichi elevati o usura, è possibile scegliere profili filettati con creste e radici rinforzate per una maggiore durata.
*I processi di produzione e il controllo di qualità sono fondamentali per garantire creste e radici lisce e prive di danni sugli elementi di fissaggio.
Spero che queste informazioni aggiuntive aggiungano profondità alla tua comprensione dei ruoli e dell'importanza della cresta e della radice nei thread. Sentiti libero di chiedere se hai ulteriori domande o argomenti specifici relativi al design del filo che vorresti esplorare!
Dimensioni dei tipi di filettatura
Ecco una ripartizione delle dimensioni di alcuni tipi di thread comuni che hai citato, insieme alle immagini per una migliore visualizzazione:
M - Filettatura ISO (metrica):
*ISO 724 (DIN 13-1) (Filettatura grossa):
1. Immagine:
2. Gamma di diametri principali: da 3 mm a 300 mm
3. Intervallo del passo: da 0,5 mm a 6 mm
4. Angolo della filettatura: 60°
*ISO 724 (DIN 13-2 a 11) (Filettatura fine):
1. Immagine:
2. Gamma di diametri principali: da 1,6 mm a 300 mm
3. Intervallo del passo: da 0,25 mm a 3,5 mm
4. Angolo della filettatura: 60°
NPT - Filettatura del tubo:
*NPT ANSI B1.20.1:
1. Immagine:
2. Filettatura conica per collegamenti di tubi
3. Gamma di diametri principali: da 1/16 di pollice a 27 pollici
4. Angolo di conicità: 1:16
*NPTF ANSI B1.20.3:
1. Immagine:
2. Simile all'NPT ma con creste e radici appiattite per una migliore tenuta
3. Stesse dimensioni dell'NPT
G/R/RP - Filettatura Whitworth (BSPP/BSPT):
*G = BSPP ISO 228 (DIN 259):
1. Immagine:
- Filettatura G BSPP ISO 228 (DIN 259)
2. Filettatura del tubo parallelo
3. Gamma di diametri principali: da 1/8 di pollice a 4 pollici
4. Angolo della filettatura: 55°
*R/Rp/Rc = BSPT ISO 7 (DIN 2999 sostituito da EN10226):
1. Immagine:
- R Filettatura BSPT ISO 7 (DIN 2999 sostituito da EN10226)
2. Filettatura del tubo conica
3. Gamma di diametri principali: da 1/8 di pollice a 4 pollici
4. angolo aperto: 1:19
UNC/UNF - Filo nazionale unificato:
*Unificato Nazionale Grossolano (UNC):
1. mago:
- Discussione UNC
2. Simile alla filettatura grossa M ma con dimensioni in pollici
3. Gamma di diametri principali: da 1/4 di pollice a 4 pollici
4. Intervallo di fili per pollice (TPI): da 20 a 1
* Multa nazionale unificata (UNF):
1. Immagine:
2. Simile alla filettatura fine M ma con dimensioni in pollici
3. Gamma di diametri principali: da 1/4 di pollice a 4 pollici
4. Intervallo TPI: da 24 a 80
Le informazioni sopra forniscono una panoramica generale delle dimensioni per ciascun tipo di filettatura. ma le dimensioni specifiche possono variare a seconda dello standard e dell'applicazione specifici. È possibile trovare tabelle e dimensioni dettagliate nei documenti standard pertinenti come ISO 724, ANSI B1.20.1, ecc.
Sentiti libero di chiedere se hai ulteriori domande o hai bisogno di maggiori informazioni su tipi o dimensioni di filettatura specifici!
SOMMA
In questo blog offriamo una guida completa sudisegno del filo, fondamentale per comprendere come i componenti dei macchinari e dei sistemi ingegneristici si incastrano tra loro.
Copre i concetti di base del genere della filettatura, identificando le filettature maschio e femmina e le loro applicazioni nei filtri sinterizzati. Inoltre spieghiamo la manodopera delle filettature, evidenziando la predominanza delle filettature destrorse nella maggior parte delle applicazioni.
Vengono forniti approfondimenti dettagliati sulla progettazione delle filettature, concentrandosi sulle filettature parallele e coniche e sulla loro rilevanza nei filtri sinterizzati.
Quindi questa guida è una lettura essenziale per chiunque voglia cogliere le complessità della progettazione delle filettature nei filtri sinterizzati. Ad ogni modo, spero che ti sarà utile
conoscenza del filo e scelta del filo giusto in futuro, speciale per l'industria dei filtri sinterizzati.
Orario di pubblicazione: 30 gennaio 2024




